
適用物料:糧食、煤、水泥、碎礦石
價格區(qū)間:500元/米-5000元/米
處理能力:10-100t/h
產品別名:皮帶提升機,皮帶斗式提升機
索要優(yōu)惠報價
銷售熱線:
13782587121


| 型號 | TD160 | TD250 | TD315 | TD400 | ||||||||||||
| 料斗形式 | Q | h | zD | Sd | Q | h | zD | Sd | Q | h | zD | Sd | Q | h | zD | Sd |
| 輸送量(m3/h) | 5.4 | 9.6 | 9.6 | 16 | 12 | 22 | 23 | 35 | 17 | 30 | 25 | 40 | 24 | 46 | 41 | 66 |
| 斗寬(mm) | 160 | 250 | 315 | 400 | ||||||||||||
| 斗容(L) | 0.5 | 0.9 | 4.2 | 1.9 | 1.3 | 2.2 | 3.0 | 4.6 | 2 | 3.6 | 3.8 | 5.8 | 3.1 | 5.6 | 5.9 | 9.4 |
| 斗距(mm) | 280 | 350 | 360 | 450 | 400 | 500 | 480 | 560 | ||||||||
| 帶寬(mm) | 200 | 300 | 400 | 500 | ||||||||||||
| 斗速(m/s) | 1.4 | 1.6 | 1.6 | 1.8 | ||||||||||||
| 物料量大塊(mm) | 25 | 35 | 45 | 55 | ||||||||||||
| 型號 | TD500 | TD630 | TD160 | TD250 | TD350 | TD450 | ||||||||||
| 料斗形式 | Q | h | zD | Sd | h | zD | Sd | Q | S | Q | S | Q | S | Q | S | |
| 輸送量(m3/h) | 38 | 70 | 58 | 92 | 85 | 89 | 142 | 4.7 | 8 | 18 | 22 | 25 | 42 | 50 | 72 | |
| 斗寬(mm) | 500 | 630 | 160 | 250 | 350 | 450 | ||||||||||
| 斗容(L) | 4.8 | 9 | 9.3 | 15 | 14 | 14.6 | 23.5 | 0.65 | 1.1 | 2.6 | 3.2 | 7 | 7.8 | 14.5 | 15 | |
| 斗距(mm) | 500 | 625 | 710 | 300 | 400 | 500 | 640 | |||||||||
| 帶寬(mm) | 600 | 700 | 200 | 300 | 400 | 500 | ||||||||||
| 斗速(m/s) | 1.8 | 2 | 1 | 1.25 | 1.25 | 1.25 | ||||||||||
| 物料量大塊(mm) | 60 | 70 | 25 | 35 | 45 | 55 | ||||||||||

皮帶斗式提升機上常見的拉緊裝置包括螺旋拉緊裝置、重力拉緊裝置、固定絞車拉緊裝置、自動拉緊裝置,各有各的優(yōu)點和缺點,可以把它們分別應用于不用的不同的皮帶斗式提升機上。
膠帶斗式提升機主要由上部區(qū)段、傳動裝置、中部機殼、帶斗裝置、下部區(qū)段和室外檢修平臺組成。其結構特點如下:
(1)上部區(qū)段中的傳動滾筒表面采用分片式包膠設計,并設有自動對中裝置,滾筒摩擦力大,使用壽命長。
(2)傳動裝置由聯(lián)軸器、減速機、液力耦合器和電機組成。減速機中設置了重載輔傳裝置,用于設備檢修時的慢傳動。
(3)中部機殼為雙通道結構。為增加強度,每2~3節(jié)中部機殼設置一個聯(lián)接框,機殼的法蘭之間放置1~2mm厚的密封材料(如石棉盤根、防水粗帆布、毛氈或石棉橡膠板等),再刷上專用硅膠,螺栓擰緊時機殼端部的法蘭將密封材料壓緊,硅膠將縫隙填滿并凝固,達到了很好的密封效果。
(4)帶斗裝置中的牽引件為抗撕裂型鋼絲繩芯輸送帶。輸送帶上配套供應商已按設計要求打好了料斗的安裝孔。
(5)下部區(qū)段張緊裝置采用四連桿平衡絲桿式結構形式。設有料位計和速度傳感器,用以監(jiān)控提升機的運轉情況。
(6)檢修平臺是根據(jù)業(yè)主要求配置的,按提升機的規(guī)格和傳動裝置的位置設計。
2 鋼絲膠帶斗式提升機安裝調試要點
提升機結構件在工廠分段制造,現(xiàn)場組裝調試。現(xiàn)場安裝調試對設備的整體性能至關重要。安裝時自下而上進行,順序為:(1)下部區(qū)段(尾部);(2)中部機殼;(3)檢修平臺;(4)上部區(qū)段(頭部);(5)傳動裝置;(6)帶斗裝置;(7)電氣控制部件等。以下為安裝調試的一些要點和方法:
2.1 下部區(qū)段的找正
下部區(qū)段是提升機安裝的基礎,必須嚴把質量關。將提升機下部區(qū)段安裝在基礎上,安上地腳螺栓,用斜墊鐵找正,校平基準面,保證下部區(qū)段上法蘭水平度允差不大于1/1000,調整到要求范圍再進行二次灌漿。
2.2 中部殼體的安裝
中部殼體可在地面和適當?shù)钠脚_上進行連接,一般10~15m一段進行吊裝。中部機殼的連法蘭之間墊入1~2mm厚的石棉盤根、防水粗帆布、毛氈或石棉橡膠板,以保證密封和法蘭面的水平度。各節(jié)機殼的法蘭面必須整齊,不得有明顯的錯位。
在機殼組裝完畢后,每個通道的機殼中心線應在同一鉛垂面上。提升高度H<40m時,可用鉛垂線或經緯儀測量,提升高度H>40m時,應采用光學儀器測量。其累積偏差不超過表1規(guī)定的數(shù)值。
表1 中部殼體安裝允差表
測量部位
允許偏差值,mm
H≤40m 40m<H<100m
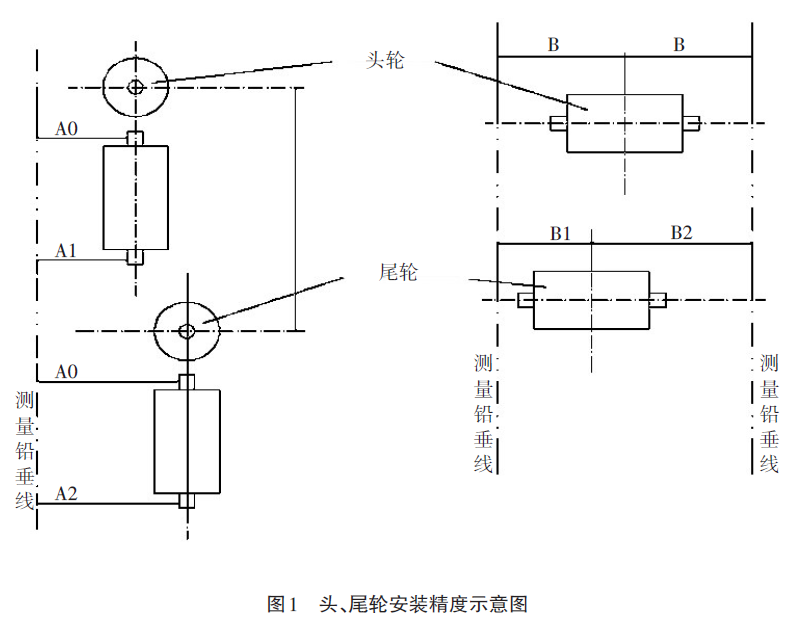
現(xiàn)場安裝時,用鉛垂線測定,受風力的影響往往測不準確,可選在風力≤3級時測量,并將下端重錘浸在一油桶內,以減少鉛垂線的擺動。
2.3 上部區(qū)段的找正
上部區(qū)段在工廠已全部調整到位,不允許松動各部位螺栓來調節(jié)機頭水平度及垂直度,只允許在機頭與平臺連接處加墊片或毛氈墊來調整機頭的整體水平。
提升機全部安裝完畢后,頭、尾輪軸水平度允差≤0.3/1000,同時應符合圖1和表2的規(guī)定。
2.4 傳動裝置的安裝調整
傳動裝置是在制造廠組裝成一個整體發(fā)運到現(xiàn)場的,由于運輸途中原有精度已被破壞,安裝前必須重新校正。調整時按電機、液力耦合器與減速機的說明書,用百分表和塞尺進行找正。通常液力耦合器與電機輸出軸、減速機輸入軸的徑向跳動和軸向跳動≤0.3mm。
在傳動裝置與頭輪軸聯(lián)接時,應先確認減速機上逆止器的逆止方向與傳動滾筒的旋轉方向相反。通常,減速機與頭輪軸的聯(lián)接采用彈性柱銷聯(lián)軸器聯(lián)接,一定要注意減速機輸出軸與頭輪軸的找正,安裝時必須使用百分表測定,保證減速機輸出軸與頭輪軸的同軸度要求為≤∮0.05mm。找正結束后,若傳動支架是固定在箱體上的,應將傳動支架與頭部箱體焊接;若傳動裝置另有基礎,則將傳動底座與基礎用螺栓固定好。
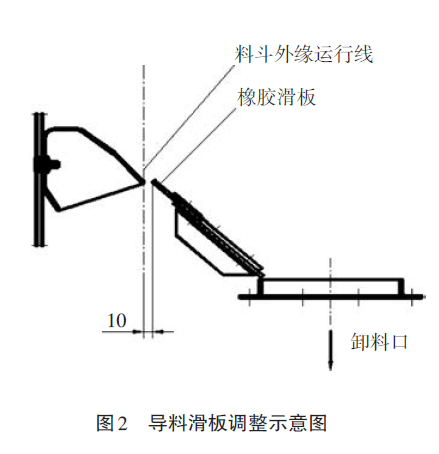
2.5 導料滑板的調整
為控制物料回流,在提升機頭部出料口設置了一個可調節(jié)的橡膠滑板,在料斗安裝完后,調整橡膠滑板外緣使它與料斗外緣運行線之間的距離為10mm,將其緊固(見圖2)。
 www.ddjw.net
www.ddjw.net
2.6 帶斗裝置的安裝
鋼絲繩芯輸送帶接頭的連接是否牢固,對于斗式提升機的安全可靠運行是至關重要的,必須用專用帶夾和專用固定螺栓嚴格按操作要求連接。
料斗安裝方式有兩種,一是在外部安裝,裝好后與膠帶一起吊入機殼;二是先裝膠帶,待膠帶接頭裝完后,再在機上裝料斗。實際上大多采用第二種方式。料斗用皮帶螺釘安裝,安裝時料斗背部襯墊5mm厚的橡膠襯墊。安裝時應將膠帶中抗撕裂層(有橫向鋼絲層)放置在靠頭輪一側,切勿裝反。
2.7 皮帶跑偏的調整(見圖3)

2.7.1 頭尾輪軸的調整
鋼絲膠帶斗式提升機頭尾輪軸向應保持水平狀態(tài),其水平度偏差應≤0.3/1000,同時應滿足2.3規(guī)定的要求。在實際操作時,24h后應重新檢查一次。我們在現(xiàn)場調整時出現(xiàn)過前后不一致的情況,經排查原因后發(fā)現(xiàn)是風力的影響所致,選擇風力≤3級時重新調整,24h后在風力≤3級時重新檢查一次,若在允差范圍內,則為合格。
2.7.2 尾輪及張緊系統(tǒng)的平衡狀態(tài)調整
(1)尾輪水平度的調整。松開兩邊M1螺母,以兩邊M3螺母與導管的相對移動調整尾輪的水平度,觀察管式水平儀或框式水平儀,使其滿足要求。
(2)配重箱的水平度調整。調整兩邊M2螺母,調整配重箱的水平度,觀察配重箱上的框式水平儀,使其滿足≤0.3/1000的要求。按圖中位置緊固兩邊M1、M2、M3螺母,鎖定尾輪與配重箱的相對位置。調整兩邊導管與導桿的導向間隙,相等后緊固導管。
(3)鋼絲膠帶斗式提升機試運行時膠帶跑偏的調整。松開兩邊M1螺母,觀察膠帶跑偏方向,向左跑偏緊左M2螺母,向右跑偏則緊右M2螺母(理論值│A1-A2│≤0.5、│B1-B2│≤0.5、│C1-C2│≤0.5),達到理想要求后,緊固兩邊M1、M2、M3螺母。調整完成后,尾輪組件應能在擺桿范圍內上下活動自如,尾輪轉動靈活,無卡阻、刮磨現(xiàn)象。擺桿滑槽與導柱滑動可靠,導管導柱全程可靠。在調試過程中,經常碰到糾偏無效的情況,要冷靜分析、仔細查找原因。首先重點檢查尾部軸承座兩側滑槽與箱體滑軌之間的間隙是否滿足要求,如有卡阻,應松開滑軌固定螺栓進行調整,滿足要求后緊固螺栓,保證尾部軸承座上下滑動自如,無卡阻現(xiàn)象;其次檢查擺桿內側與導柱端面的間隙,不能貼緊,要保持0.5mm的間隙;再次檢查配重箱是否在現(xiàn)場加滿碎鐵塊后再注入混凝土,如未加滿碎鐵塊,配重箱重量不夠,將無法張緊膠帶,造成糾偏無效。
2.7.3 尾輪調整無效
如果在尾輪調整范圍內達不到糾偏要求,首先檢查膠帶接頭是否符合安裝要求,其次重新檢查調整鋼絲膠帶斗式提升機頭輪的水平安裝,這兩方面符合要求后,再調整尾輪及張緊系統(tǒng),最終使膠帶能正常運行。
Copyright(C) 豫ICP備18015440號
